Альтернатива анодированию стали: Точные решения для обработки поверхностей с ЧПУ для покрытия с чёрным оксидом
В индустрии быстрого прототипирования и точной обработки с ЧПУ мы ежедневно получаем запросы запросов от инженеров со всего мира. Чаще всего рисунки ясны и однозначны. Но иногда бывают ситуации, когда детали могут превратиться в металлолом — например, сегодняшний пример: требование обработки поверхности, которое физически невозможно выполнить, анодирование стальных деталей.
Этот проект был разработан в европейской области промышленной механической сборки и включал две часть, требующие карбюрирования и закалки: твёрдость Rockwell HRC 56±2, эффективная глубина закалённого слоя 0,3+0,1 мм, общая допусковая допуск по ISO 2768-f, а также чертеж явно требуется: «Поверхностная отделка: чёрный анодирование».
Для многих мастерских без глубокого инженерного опыта они могут просто предоставить смету и в итоге произвести металлолом. Потому что сталь не может использовать стандартный процесс анодирования алюминия. Прямое анодирование приведёт к отказу продукта и снижению производительности.
В этой статье мы расскажем, как Brightstar Prototype CNC Co., Ltd использует профессиональные технологии отделки поверхностей для исправления недоразумений в проектировании клиентов и предоставления реалистичных альтернатив.


Когда «анодирование» появляется на стальных чертежах
Некоторые дизайнеры и инженеры по продукту активно работают с алюминием в течение длительного времени. Анодирование придаёт алюминию красивый чёрный цвет, отличную износостойкость и коррозионность. В результате, когда они позже переходят к проектированию высокопрочных стальных компонентов, инерциальное мышление может привести к указанию «Поверхностная отделка: анодирование».
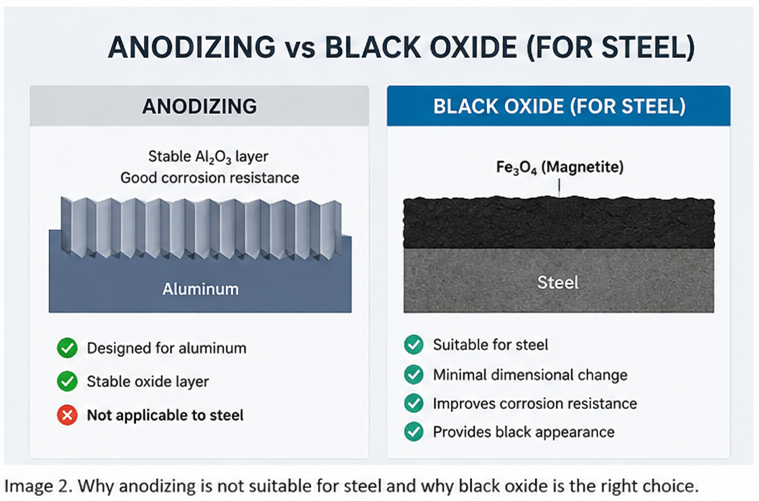
Основной принцип анодирования заключается в том, чтобы поместить металл в качестве анода в электролитный раствор и подать ток, чтобы вызвать реакцию окисления на его поверхности, образуя оксидную пленку металла. Анодирующий электролит и параметры предназначены для оксидной плёнки алюминия (Al₂O₃). Во время анодирования алюминий образует Al₂O₃ (оксид алюминия), который обладает плотной, стабильной структурой и прочной адгезией к подлежащему алюминиевому субстрату. Однако при помещении стали в одну ванну, железный элемент в стали образует смесь FeO, Fe₂O₃ и Fe₃O₄ при анодировании. Оксидный слой рыхлый, трескавшийся и не может образовывать плотную защитную пленку; вместо этого он образует рыхлую, легко отслаивающуюся коррозионную жидкость. Вот почему сталь не может быть анодирована. Если насильно попытаться «анодировать», стальная поверхность не достигнет желаемого вида и характеристик и превратится в металлолом.
Истинная стоимость ошибок при обработке поверхности
Согласно опросу Общества инженеров по производству (SME), примерно 23% всех причин металлолома связаны с неправильными спецификациями обработки поверхностей. На этапе быстрого прототипирования доработка проекта, вызванная несоответствием материалов и процессов, продлевает сроки выполнения проекта в среднем на 5-8 рабочих дней.
Правильный путь решения по обработке поверхности Brightstar
Следующая диаграмма показывает логику принятия решений, которой следовала инженерная команда Brightstar после получения чертежа этого проекта с требованиями к «анодированию стали»:

Детальное решение покрытия чёрным оксидом для стали
Когда клиент настаивает на «чёрном» цвете, а материал — сталь (например, Q235B, 59CrV4), рекомендуемый процесс обработки поверхности — это чёрный оксид, иногда также называемый «почернением».
Почему выбирают чёрный оксид?
Принцип почернения стали (чёрный оксид) таков: стальная деталь погружается в горячий щелочный окисляющий раствор (обычно содержащий гидроксид натрия и нитрит натрия) при температуре примерно 140°C. Под действием окислителя поверхность стали образует плотную тонкую пленку магнетита (Fe₃O₄). Основная реакция такова: железо реагирует с нитритом натрия в щелочной среде, сначала образуя феррит натрия (Na₂FeO₂) и феррат натрия (Na₂Fe₂O₄), которые затем гидролизуются, образуя чёрный осадок Fe₃O₄, который прочно прилипает к поверхности зарожда, создавая плотную чёрную защитную пленку. Это делает его особенно подходящим для обработки поверхностей деталей из прецизионной стали.
Хотя и анодирование стали (попытка), и почернение стали в конечном итоге дают одинаковый химический состав Fe₃O₄, «метод формирования» и «структура пленки» совершенно разные, что приводит к существенно разным характеристикам. В условиях кислотного анодирования (пропуская ток через стальную поверхность в виде анода), помимо образования Fe₃O₄, одновременно происходит бурная реакция эволюции кислорода, при которой газовые пузырьки постоянно попадают на растущую пленку, создавая сквозные отверстия и микротрещины. pH в анодной области резко падает, и Fe₃O₄ нестабилен при сильно кислотных условиях, частично растворяясь и дополнительно разрушая целостность пленки. В отличие от этого, химическое почернение происходит в горячей, концентрированной щелочной среде, позволяя Fe₃O₄ расти за счёт «медленного превращения на месте» через реакции окисления-восстановления без пузырькового удара и растворения, получая плотную, целую и сильно прилипающую защитную пленку Fe₃O₄. Проще говоря: Fe₃O₄, образуемый в результате почернения, — это плотный защитный слой, который «растёт» на своём месте; Fe₃O₄, который пытается образовать анодирование, — это рыхлый слой ржавчины, «разрушающийся» кислородными пузырьками. Та же композиция, другая структура, противоположное исполнение.
Почему выбирают обработку чёрным оксидом для стальных деталей
Конечно, помимо анодирования, существует множество других методов поверхностной обработки стали. Так почему же мы выбрали чёрный оксид? Поскольку для большинства закалённых стальных деталей, требующих чёрного цвета и необходимых строгих допусков (как в этом проекте), чёрный оксид более подходит для инженерной точки зрения, чем любая краска или покрытие.
Сравнение данных: чёрный оксид и другие варианты обработки поверхностей
Чтобы помочь клиентам понять, почему мы рекомендуем чёрный оксид, мы подготовили следующую таблицу сравнения:
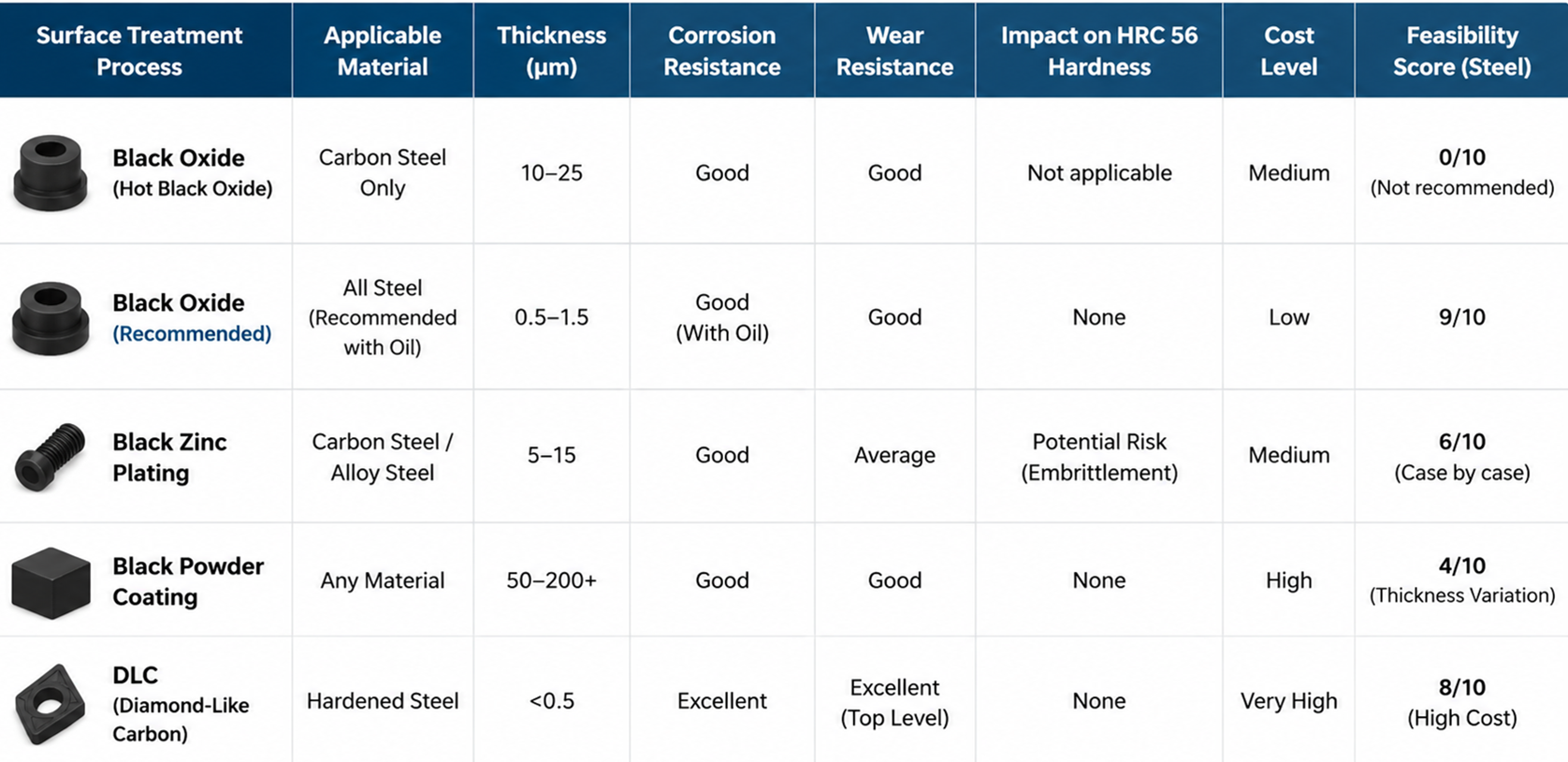
Из этой таблицы мы знаем, что чёрный оксид достигает наилучшего баланса между точностью измерений, стоимостью и совместимостью процессов.
Кейс-стади Brightstar: поддержание допуска HRC 56±2 и ISO 2768-F — включая отделку поверхности с чёрным оксидом
Проблемы
Части после карбюризации и закалки склонны к овальности или деформации (контролю деформаций).
Материал 59CrV4 чувствителен к поверхностным дефектам.
Чёрный оксид должен быть нанесен на конечные размеры без переработки запаса.
Наш процесс исполнения
Инженерный обзор: Анодирование оказалось невозможным, и проактивно рекомендовал перейти на чёрный оксид.
Оптимизация термической обработки: используется слегка компенсированный механический материал (преддеформационный контроль). Для части Q235B мы оставили приклад 0,2 мм перед карбюрированием, а затем точно шлифовали до окончательного допуска после закалки.
Корректировка последовательности процесса: грубая точка/фрезер → карбюрирование и закалка по HRC 56 → точное шлифование критически важных поверхностей соединения → чёрным оксидом → окончательной очистки и упаковке.

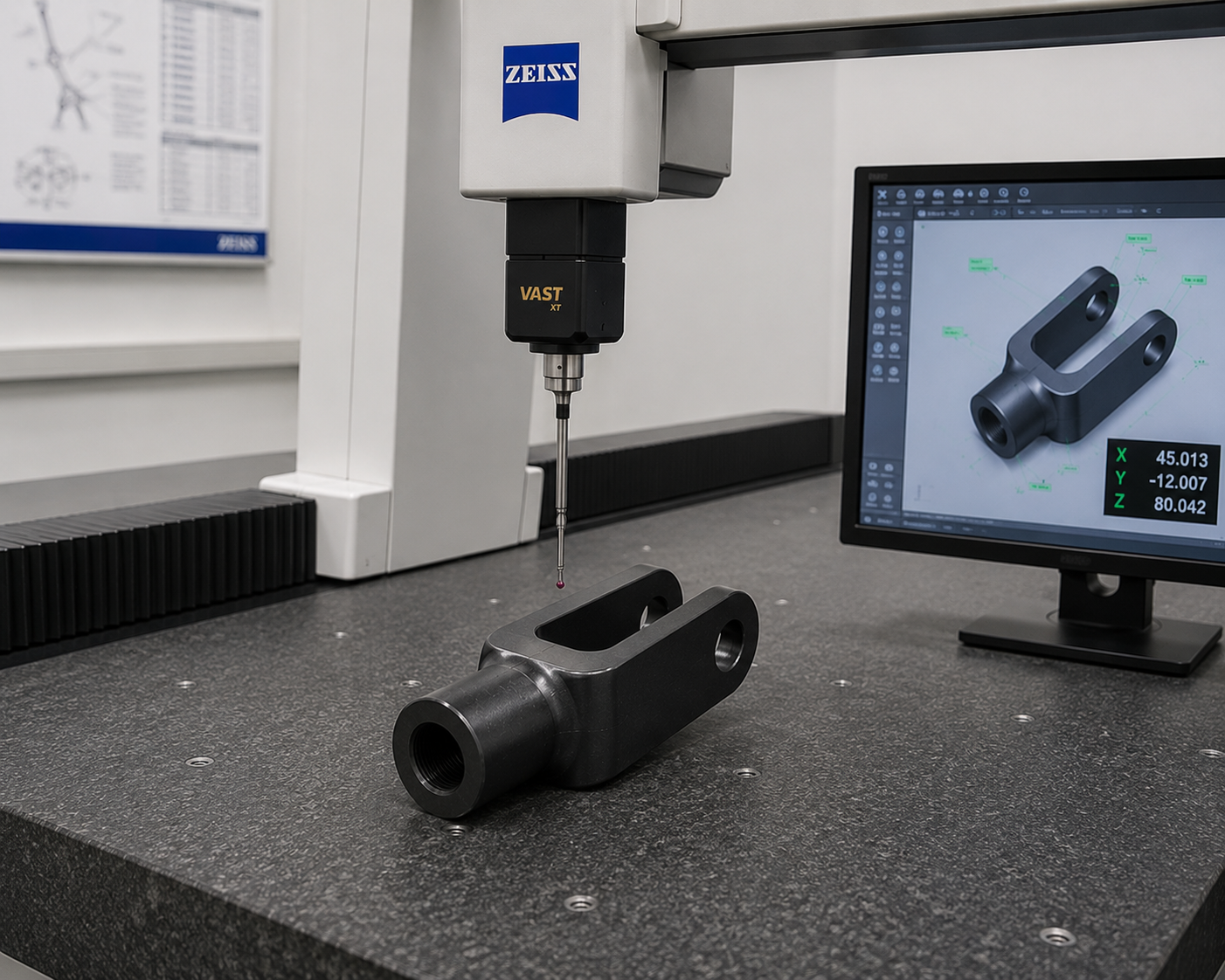
Проверка качества: Использовал тестер твёрдости Vickers для проверки эффективной глубины закалённого слоя 0,35 мм (достигает 0,3+0,1); Измерения CMM подтвердили, что все размеры соответствуют среднеклассным допускам ISO 2768-f.
Итоговые результаты
Твёрдость: HRC 56±2 (отличная равномерность)
Внешний вид: форма глубокого чёрного, матового, без пятен
Сборка: Очистка полностью соответствовала требованиям клиента по сборке
Отзывы клиентов: отделка поверхности оправдала ожидания.
Brightstar Prototype CNC Co., Ltd — ваш партнёр по отделке поверхностей
Brightstar Prototype CNC Co., Ltd сертифицирована по системе управления качеством ISO 9001:2025. Наша инженерная команда имеет более 10 лет опыта в точной обработке и быстром прототипировании, специализируясь на сложных проектах, связанных с несоответствием материалов и процессов, строгими допусками и специальными поверхностными обработками.
Отрасли, которые мы обслуживаем, включают автомобильные компоненты, промышленное оборудование, медицинские устройства, робототехнику и многое другое. В среднем мы помогаем глобальным клиентам ежегодно избегать более 50 потенциальных проблем, вызванных ошибками в технических спецификациях.

Часто задаваемые вопросы: Распространённые инженерные вопросы о обработке поверхностей стали
Вопрос 1: Изменит ли обработка чёрным оксидом размеры детали?
Ответ: Вряд ли. Толщина покрытия чёрным оксидом составляет всего 0,5–1,5 мкм, что значительно тоньше других процессов поверхностной отделки (например, цинковая покрытие: 5–15 мкм, порошковое покрытие: 50+ мкм). Поэтому он особенно подходит для деталей, требующих строгих допусков, таких как ISO 2768-f, без необходимости вторичной шлифовки после обработки поверхности.
Вопрос 2: Влияет ли чёрный оксид на исходную твёрдость или результаты термической обработки стали?
Ответ: Нет. Температура процесса чёрного оксида составляет примерно 140°C, что значительно ниже температуры закалки стали (обычно выше 200°C). Таким образом, он не изменит твёрдость HRC 56±2 и не повлияет на эффективную глубину затвердевшего слоя. Это отличается от процессов, требующих высоких температур или кислотных сред, таких как некоторые покрытия или анодирование.
Вопрос 3: Моя деталь — пружинная сталь 59CrV4. Вызовет ли чёрный оксид хрупкость водорода?
Ответ: Нет. Процесс чёрного оксида не генерирует ионы водорода и не несёт риска хрупкости водорода. Однако если используется маринование или гальванизация (например, цинковая покрыва), обязательно необходимо выпекать при 200°C более 4 часов (разрядка водорода). Мы чётко указываем это в нашем планировании процесса.
Вопрос 4: Какой максимальный размер стальной детали вы можете обработать?
Ответ: Наше оборудование ЧПУ может обрабатывать стальные детали размером до 1200 x 800 x 600 мм для одной детали. Обработка поверхности (чёрный оксид) может поддерживать детали любого размера внутри этой оболочки.
Не позволяйте следующему прототипу застрять на обработке поверхности
Не позволяйте требованию «невозможного процесса» мешать вашему прогрессу в разработке продукта. В Brightstar Prototype CNC Co., Ltd мы занимаемся гораздо больше, чем просто резкой металла:
Бесплатный инженерный обзор: Отправьте свой чертёж (материал, допуски, требования к обработке поверхности), и мы проанализируем его производственность в течение 24 часов.
Рекомендации по проактивной оптимизации: Если мы обнаруживаем проблему, например «анодирование стали», мы предоставим официальную техническую документацию с альтернативными решениями.
Быстрое прототипирование: В сочетании с нашими услугами по быстрому прототипированию мы можем доставить универсальные решения — от термической обработки до чёрного оксида всего за 7 дней.
Действуйте сейчас:
Отправьте свой RFQ или чертеж в ann@brightrapid.com
Или посетите наш сайт: https://www.brightrapid.com
Позвольте профессиональным инженерным специалистам по отделке поверхностей защитить ваши точные компоненты.
Уведомление об авторском праве: Эта статья является оригинальной для Brightstar Prototype CNC Co., Ltd и основана на реальном проектном кейсе. Сравнения данных основаны на внутреннем тестировании и государственных отраслевых стандартах (ASTM B117, ISO 27830). Несанкционированное воспроизведение запрещено.
Ссылки
1. Согласно руководству ASM, том 5: Поверхностная инженерия, «Железо и его сплавы в условиях кислотного анодирования образуют нестабильные, пористые и, как правило, незащитные продукты окисления, которые совершенно отличаются от плотной пленки оксида алюминия. Поэтому анодирование не используется коммерчески для обработки стали.» — ASM International, 1994, стр. 482.
2. SME (Общество инженеров-производителей). «Стоимость качества в поверхностных инженерных обследований», 2022. стр. 45.