Понимание возможностей обработки ±0,005 мм: что это на самом деле означает в реальной Product ионной ЧПУ
Несколько месяцев назад инженер из европейской компании по производству автоматического оборудования прислал нам запрос на запрос на сложный алюминиевый компонент.
На первый взгляд, эта часть казалась довольно стандартной. Материал был 7075 алюминиев, геометрия не была особенно сложной, а количество — всего 50 деталей для пилотной сборки.
Затем мы открыли рисунок, и одна заметка сразу привлекла наше внимание: ±0,005 мм — по нескольким критически важным элементам по всей детали.
Не просто на сиденье с подшипником. Не только по функции поиска. На целом наборе признаков, которые определяли, как будет работать сборка.
Предположение инженера было понятным. Если более строгие допуски лучше, почему бы не указать ±0,005 мм для всего, что имеет значение?
Однако это одно из самых распространённых недоразумений, которые мы видим в проектах по обработке с ЧПУ.
Реальность такова, что достичь ±0,005 мм возможно, но насколько это необходимо, экономично или даже полезно, полностью зависит от функции детали.
В этой статье мы объясним, что на самом деле означает возможность обработки ±0,005 мм, где она действительно необходима, какие факторы определяют её стабильность и как инженеры могут избежать ненужных производственных затрат, при этом соответствуя требованиям по производительности.
Разница между «может достичь» и «может поддерживать»
Одно из самых больших заблуждений в точной обработке — путание возможностей машины с производственными возможностями.
Многие поставщики ЧПУ рекламируют:
±0,01 мм — ±0,005 мм — даже ±0,002 мм
Технически эти цифры могут быть достижимы при идеальных условиях.
Но инженеры редко покупают идеальную деталь.
Они покупают: 20 прототипов — 200 серийных деталей — 2000 запчастей годового объёма.
Настоящий вопрос не в том: «Можно ли выработать одну деталь до ±0,005 мм?»
Настоящий вопрос в том: «Сможете ли вы поддерживать эту толерантность во всех частях?»
Именно здесь многие проекты становятся сложными.
Мы видели ситуации, когда машина могла дать идеальный первый изделие, но изменения размеров постепенно происходили во время производства из-за износа инструмента, теплового роста, нагрузки материала или движения крепления.
По этой причине опытные производители уделяют меньше внимания максимальной точности и больше стабильности процесса.
В производственных условиях последовательность часто ценнее, чем погоня за минимальным числом на чертеже.
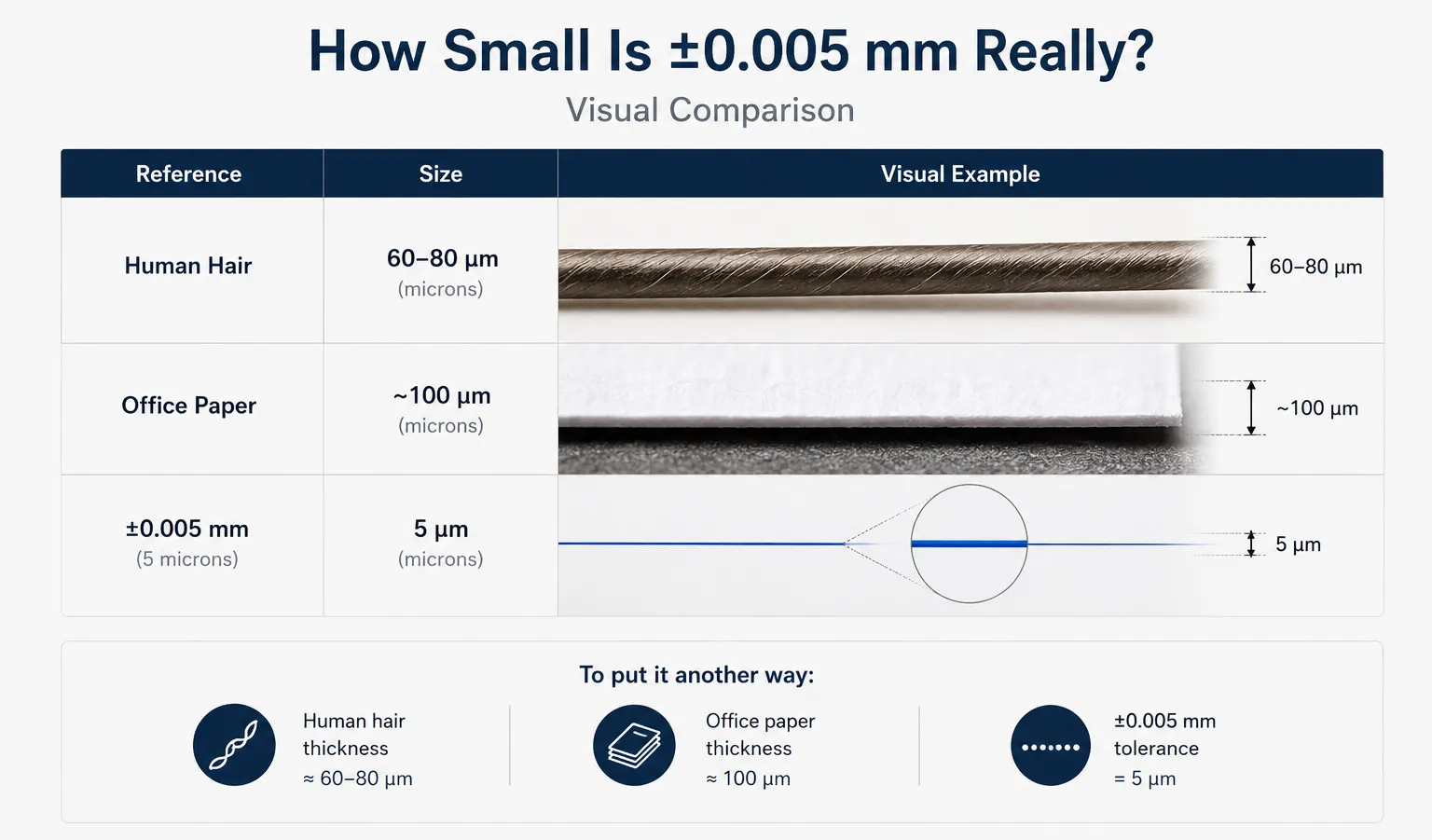
Насколько маленький ±0,005 мм на самом деле?
Большинство людей знают, что ±0,005 мм — это тесно.
Очень немногие действительно представляют, насколько она тугая.
Человеческий волос обычно имеет диаметр около 60-80 микрон. ±0,005 мм равен всего 5 микрон.
Это означает, что вся допустимая вариация составляет примерно 1/10–1/20 толщины человеческого волоса.
| Ссылка | Приблизительный размер |
|---|---|
| Человеческие волосы | 60-80 мкм |
| Толщина офисной бумаги | 80-100 мкм |
| ±0,005 мм допуск | 5 мкм |
Когда допуски достигают этого уровня, обработка уже не ограничивается только резкой материала.
Температура станка, состояние шпинделя, жесткость крепления, износ инструмента, неопределённость измерений и даже температура в мастерской могут начать влиять на результат.
Вот почему для высокой допусковой обработки требуется полная производственная система, а не просто высококлассный станок с ЧПУ.
Когда действительно требуется ±0,005 мм?
По нашему опыту, многие чертежи указывают сверхстрогие допуски просто потому, что они были скопированы из старых конструкций.
Толерантность выглядит впечатляюще, но она может не повлиять на производительность продукта.
Например, монтажная пластина оборудования редко имеет допуск профиля ±0,005 мм. Размер 50,000 мм или 50,015 мм часто не имеет значения.
С другой стороны, некоторые функции действительно требуют такого уровня контроля.
Типичные примеры включают:
Посадка подшипников
Точное определение поверхностей
Компоненты оптического выравнивания
Части полупроводникового оборудования
Особенности позиционирования медицинских устройств
Высококачественные роботизированные сборки
Ключевой принцип прост: Apply строгие допуска только там, где они влияют на функцию.
Всё остальное должно быть расслабленным, когда это возможно.
Хорошо оптимизированный чертёж часто снижает затраты на обработку, не меняя производительность продукта.
Почему строгие допуски увеличивают стоимость обработки с ЧПУ
Один из вопросов, которые мы часто слышим от менеджеров по закупкам:
«Если ваша машина может достигать ±0,005 мм, почему цена так сильно растёт по сравнению с ±0,02 мм?»
Ответ прост: потому что стоимость обработки не определяется самой машиной. Она определяется процессом, необходимым для достижения результата в постоянной степени.
Представьте себе два алюминиевых компонента.
Часть A требует допуска ±0,05 мм. Часть B требует ±0,005 мм.
На первый взгляд разница кажется всего 0,045 мм.
На самом деле производственный процесс может быть совершенно другим.
Для компонента стандартных допусков токарь может завершить этот элемент за одну отделочную работу.
Для объекта ±0,005 мм процесс часто включает:
Дополнительные полуотделочные работы
Сниженные параметры резки
Более частая компенсация инструментов
Дополнительные измерения в процессе
Более высокие требования к инспекции
Повышенный риск сброса на металлолом
Чем более тесный допуск, тем меньше запас ошибки.
Размер на 0,006 мм больше может быть полностью приемлемым на одном рисунке и полностью отвергнутым на другом.
Вот почему инженерам следует рассматривать толерантность как инструмент проектирования, а не как показатель качества.
Более строгий допуск не приводит автоматически к лучшему продукту. Это просто вводит более строгие требования к производству.
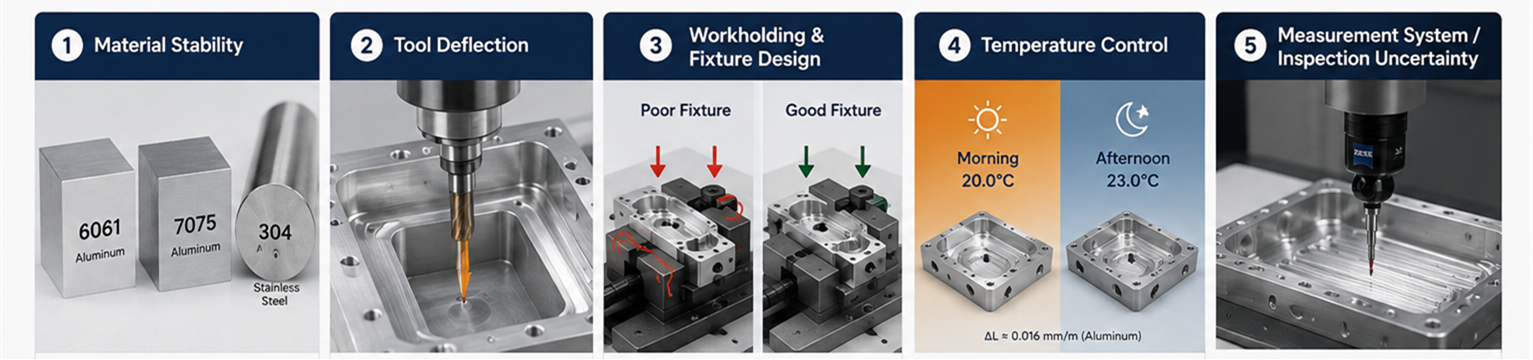
Пять факторов, наиболее часто влияющих на точную обработку с ЧПУ
Многие считают, что точная обработка зависит только от станка с ЧПУ.
На самом деле машина — лишь часть головоломки.
1. Устойчивость материала
Не все материалы ведут себя одинаково при обработке.
Например, 6061 алюминий обычно очень стабилен и прост в обработке. Алюминий 7075 обладает большей прочностью, но может создавать большее внутреннее напряжение, особенно на крупных аэрокосмических компонентах с существенным удалением материалов.
Нержавеющая сталь создаёт разные сложности. Выработка тепла, закалка и сопротивление резу увеличиваются по сравнению с алюминием.
Вот почему одинаковые допуски легко достичь на одном материале и гораздо сложнее на другом.
2. Отклонение инструмента
Одной из самых больших проблем в точной фрезерной обработке с ЧПУ является отклонение инструмента.
Рассмотрим глубокий карман, обработанный в алюминиевый корпус. Чем глубже револьс, тем длиннее резак должен выходить из шпинделя.
Даже если точность позиционирования станка идеальна, сам режущий инструмент может слегка изгибаться под воздействием режущей силы.
На поверхностных участках этот эффект незначительный. В глубоких полостях он легко влияет на точность размеров и отделку поверхности.
Это одна из причин, почему опытные инженеры с ЧПУ часто перепроектируют траектории инструментов, а не просто замедляют станок.
3. Конструкция крепления и конструкции крепления
Во многих проектах успех определяет приспособление больше, чем сама машина.
Однажды мы обработали лёгкий конструктивный алюминиевый компонент с удалением материала более 80%.
Первоначальная стратегия обработки казалась правильной. Размеры были приемлемыми после грубой обработки.
Однако после завершения детали постоянно выходили за пределы допуска.
Коренной причиной была не машина. Проблема заключалась в стрессе, вызванном фиксацией.
После переработки приспособления и изменения последовательности обработки стабильность размеров значительно улучшилась.
Этот опыт укрепил урок, который каждый инженер-механист в конечном итоге усваивает: прецизионная машина не может компенсировать плохую работу работы.
4. Контроль температуры
При узких допусках температура становится удивительно важной.
Металл расширяется и сжимается при изменениях температуры. Крупный алюминиевый компонент, обработанный утром, может вести себя не совсем так же, как тот, измеренный поздно днём.
Для сверхточных проектов производители часто:
Стабилизация температуры мастерской
Allow детали нужно отдохнуть перед осмотром
Среды измерения управления
Используйте калиброванное оборудование для инспекции
Эти шаги могут показаться чрезмерными, но они становятся необходимыми, когда допуски достигают микронного диапазона.
5. Неопределённость системы измерения и инспекции
При ±0,005 мм сам метод инспекции становится критичным.
CMM с неопределённостью ±0,002 мм уже потребляет почти половину диапазона допуска. Без контролируемой среды, откалиброванного оборудования и проверенного GR&R вы не проверяете допуск — вы оцениваете её.
Вот почему для работ с точными допусками инспекция должна рассматриваться как часть производственного процесса, а не как второстепенное дело.
Реальный пример: достижение ±0,005 мм на сложном алюминиевом компоненте
Некоторое время назад мы работали над алюминиевым корпусом для автоматического оборудования.
У него было несколько функций определения местоположения, глубокие обработанные карманы и плотные позиционные отношения между объектами. Были выделены несколько критических измерений при ±0,005 мм.
На первый взгляд может показаться, что задача — удержать это число на одной функции. Но в реальном производстве это редко бывает сложной частью.
Настоящая сложность заключалась в следующем: деталь требовала множества обработочных операций с реклампингом. Каждый раз, когда вы меняете позицию детали, вы рискуете потерять позиционную связь между элементами. На участке с позиционными требованиями ±0,005 мм между глубокими карманами и поверхностями определения этот риск быстро накапливается.
Вот что на самом деле означает ±0,005 мм в производстве — не только то, способна ли машина выполнить определённое число, но и выдерживать ли процесс несколько установок, снятие напряжений, износ инструментов и термические изменения.
Вот что мы сделали, чтобы всё получилось:
Вместо прямого финиша мы добавили полуфинишный проход. Это позволяло материалу расслабиться перед финальной резкой.
Мы также сделали специальные мягкие челюсти, чтобы каждая деталь зажималась одинаково — без догадок оператора.
Мы сбалансировали удаление материала при грубой обработке, чередуя разрезы и избегая сильного удаления только с одной стороны, что предотвращало деформации при освобождении внутренних напряжений.
Мы использовали CMM не только для проверки отдельных размеров, но и позиционных отношений между операциями — с особым вниманием к неопределённости измерений и контролю окружающей среды.
Первая партия прошла. Что ещё важнее, когда объёмы увеличились, процесс оставался стабильным — без сюрпризов.
И для меня именно это означает понимание ±0,005 мм возможностей:
Дело не в том, сможешь ли ты сыграть хорошую роль. Речь о том, сможете ли вы сделать следующие сотню таким же способом, не сталкиваясь с процессом каждый раз.

Как покупатели должны оценивать заявления о толерантности к ЧПУ
Многие поставщики ЧПУ рекламируют впечатляющие показатели допуска.
Прежде чем принять решение о поставщике, рассмотрите возможность спросить:
Какие размеры реально могут достичь ±0,005 мм?
Проверяется ли способность допуска с помощью CMM-инспекции?
Достижима ли эта допуск в производстве или только в прототипных количествах?
Какие материалы включены в заявление о возможностях?
Может ли поставщик предоставить отчёты о инспекции?
Эти вопросы обычно раскрывают больше о реальных возможностях поставщика, чем само заявление о допуске.
Поставщик, который открыто обсуждает ограничения процесса, часто оказывается более надёжным, чем тот, кто обещает микронную точность в каждом проекте.
Прецизионная фрезерная обработка с ЧПУ — это управление процессом
Самый важный вывод таков:
Точная обработка — это не одна машина. Речь идёт о контроле всего производственного процесса.
Возможности машины имеют значение. Выбор инструментов важен. Дизайн светильника имеет значение. Проверка имеет значение. Опыт инженера имеет значение.
Когда все эти элементы работают вместе, достижение строгих допусков становится повторяемым, а не случайным.
Для таких отраслей, как медицинские устройства, робототехника, полупроводниковое оборудование, аэрокосмические компоненты и системы автоматизации, именно эта согласованность в конечном итоге определяет качество продукции и успех производства.
Нужна помощь в оценке требований к строгим допускам?
Многие чертежи указывают крайне строгие допуски просто потому, что были скопированы из предыдущих проектов или внутренних стандартов.
В некоторых случаях ослабление некритических допусков может снизить стоимость обработки на 20%–40% без ущерба производительности продукции.
В Brightstar Prototype CNC Co., Ltd. наша инженерная команда регулярно проверяет чертежи клиентов, чтобы выявить:
Критические измерения
Риски производственной пригодности
Возможности снижения затрат
Возможности оптимизации допусков
Независимо от того, нужна ли вам точная фрезерная обработка с ЧПУ, 5-осная обработка ЧПУ или сложное производство алюминиевых компонентов, мы поможем оценить ваш дизайн до начала производства.
Загрузите свои чертежи уже сегодня, чтобы получить бесплатный обзор производительности и получить смету.
FAQ
Может ли обработка с ЧПУ действительно достичь ±0,005 мм?
Да. Однако стабильное достижение этой допуски зависит от материала, геометрии, возможностей станка, крепления и методов инспекции.
Нужно ли каждому измерению ±0,005 мм?
Нет. Строгие допуски следует применять только к функциям, которые напрямую влияют на функцию продукта, сборку или производительность.
Какие материалы лучше всего подходят для высокоточной обработки с ЧПУ?
Алюминий 6061, алюминий 7075, некоторые нержавеющие стали и инженерные пластики, такие как PEEK, широко используются для точной обработки.
Можно ли достичь ±0,005 мм при 5-осевой обработке с ЧПУ?
Да. Во многих сложных деталях 5-осная обработка с ЧПУ может повысить точность размеров, снижая настройки и минимизируя накопленные ошибки.
Как определить, не слишком ли толерантен мой рисунок?
Оценка производительности от опытного поставщика ЧПУ-обработки поможет определить размеры, которые можно ослабить, не влияя на производительность продукции.
Отказ от ответственности
Информация, представленная в этой статье, предназначена исключительно для общих инженерных и производственных справочных целей. Фактически достижимые допуски могут варьироваться в зависимости от геометрии детали, характеристик материала, состояния станка, требований к инспекции и производственных условий. Рекомендации по проектам всегда должны обсуждаться с квалифицированными инженерами по производству.